Изготовление емкостей

Изготовление емкостей основное направление деятельности завода емкостного оборудования «ОЗРМ». Завод специализируется на изготовление стальных и нержавеющих емкостей, изготовление емкостного оборудования для хранения нефти, нефтепродуктов, дизельного топлива, мазута, битума, гудрона, воды, холодной и горячей воды, сахарной патоки, мелассы, цемента, емкостных силосов песка, мела, гипсового порошка, зерна и других веществ.
Изготовление емкостей. Основными направлениями деятельности:
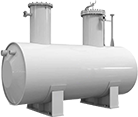
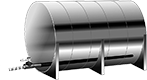
- изготовление горизонтальных емкостей наземных и подземных объемом от 1 до 500 м3 из черной и нержавеющей стали, изготовление одностенных и двухстенных емкостей, изготовление односекционные и многосекционные емкостей (в т.ч. двухкамерные емкостей и трехкамерные емкости);
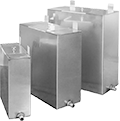
- изготовление нержавеющих емкостей объемом от 1 до 30000 м3, изготовление емкостей из нержавеющей стали;
- изготовление подземных емкостей дренажных ЕП и ЕПП (с подогревателем) объемом от 1 до 200 м3 из черной и нержавеющей стали.
- изготовление емкостей вертикальных металлических цилиндрических — изготовление емкостей типа РВС объемом от 10 до 30000 м3 из черной и нержавеющей стали.
- изготовление ремонтных комплектов (ремкомплект) для вертикальных, горизонтальных емкостей, емкостей, сосудов, аппаратов и баков-аккумуляторов объемом от 1 до 30000 м3 из черной и нержавеющей стали.
- изготовление емкостей стальных баков-аккумуляторов, изготовление емкостей баков-аккумуляторов горячей воды (емкости ГВС, емкости горячего водоснабжения), изготовление горизонтальных и вертикальных емкостей аккумуляторов объёмом от 1 до 20 000 м3 из черной и нержавеющей стали;
- изготовление емкостей силосов для цемента, минпорошка, гипса, мела и других порошков объемом от 10 до 500 (1000) тонн и более;
- изготовление систем пожаротушения вертикальных металлических емкостей из черной и нержавеющей стали объемом от 10 до 50 000 м3.
- изготовление емкостных аппаратов стальных тип I,II,III из черной и нержавющей стали.
- изготовление емкостей с эллиптическими и коническими днищами из черной и нержавеющей стали, изготовление емкостей ВЭЭ, изготовление емкостей ГЭЭ, изготовление емкостей ГКК, изготовление емкостей ВКП, изготовление емкостей ВПП, изготовление емкостей ВКЭ.
- изготовление горизонтальных емкостей для сжиженых углеводородных газов, изготовление емкостей СУГ, изготовление емкостей для для сжиженых углеводородных газов, изготовление подземных емкостей СУГ объемом от 1 до 250 м3 из черной и нержавеющей стали;
- изготовление водонапорных емкостей — башни Рожновского объемом от 15 до 160 м3 из черной и нержавеющей стали;
- изготовление деталей емкостей; изготовление патрубков; изготовление фланцев плоских и воротниковых по ГОСТ, ANSI; изготовление заглушек фланцевых по АТК 24.200.02-90; изготовление емкостного оборудования;
- изготовление емкостного блочно-модульного оборудования; блок-боксы (укрытия) дренажных емкостей, емкостей питьевой воды, модульные емкости, модульные емкости, емкости-контейнеры.
- изготовление емкостей для буровых растворов, изготовление емкостных блоков приемов бурового раствора, изготовление блоков хранения бурового раствора, изготовление емкости бурового раствора, изготовление осреднительной емкости, изготовление блоков на салазках, изготовлениео емкостей на салазках, изготовление блоков накопительных, изготовление блоков БН, изготовление емкостей циркуляционной системы, изготовление емкостей ЦС, изготовление промежуточных емкостей, изготовление приёмной ёмкости, изготовление блока долива, изготовление доливнной емкости, изготовление емкостей грязевый двухсекционных, изготовлениео емкости грязевой трехсекционной, изготовление емкостей мерных, изготовление емкостей блока очистки, изготовление емкостей с уровнемером;
Изготовление емкостей. Требования к конструкции:
При изготовлении емкостей должны соблюдаться требования, изложенные в ТУ завода-изготовителя, утвержденных технологических операционных картах, а также в проектной документации (проект КМ).
Изготовление емкостей должно проводиться по рабочим чертежам КМД, разработанным на основании проекта КМ с учетом особенностей технологического процесса изготовления. Заказ на поставку металлопроката для изготовления емкостей изготовитель должен готовить в соответствии с требованиями спецификации материалов, представленной в проекте КМ.
В заказе на поставку металлопроката для изготовления основных конструкций емкости должны быть указаны следующие дополнительные требования:
масса партии — не более 40 т;
должна быть обеспечена гарантия свариваемости;
точность изготовления должна соответствовать по толщине, по ширине, по плоскостности, по серповидности ГОСТ 19903.
Металлопрокат для изготовления емкостей должен соответствовать требованиям соответствующих стандартов, ТУ, гос.стандарта (ГОСТ) и проектной документации (проект КМ).
На заводе изготовителе металлопрокат должен подвергаться входному контролю на соответствие требованиям.
Механические свойства определяют испытаниями на растяжение, ударный изгиб и изгиб выборочно: для двух изделий от партии или каждого листа, если это предусмотрено стандартом и (или) ТУ на листовой прокат. С целью отбора проб для полистовых испытаний в заказе на поставку листового проката предусматривают припуск на длину листов, необходимый для отбора проб из торцевой кромочной зоны листа.
Отбор проб и изготовление образцов для механических испытаний проводят по ГОСТ 7564. От каждого отобранного вида проката испытаниям на растяжение и изгиб подвергают по одному образцу, испытанию на ударный изгиб — по три образца. Испытания на растяжение проводят по ГОСТ 1497, на ударный изгиб — по ГОСТ 9454, на изгиб — по ГОСТ 14019.
По результатам входного контроля оформляют протокол установленной формы.
Конструкция сварных соединений, форма разделки свариваемых кромок, а также геометрические параметры и форма сварных швов емкостей должны соответствовать требованиям проектной документации КМ и стандартов (ГОСТ, ОСТ).
При изготовлении емкостей обработка металлопроката должна выполняться на оборудовании, обеспечивающем получение деталей с размерами, формой, чистотой поверхности и предельными отклонениями. Кромки деталей после обработки не должны иметь неровностей, заусенцев и завалов, размеры которых превышают 1,0 мм.
Изготовление каркасов стационарных крыш для вертикальных емкостей, секций ветровых и опорных колец жесткости, коробов понтонов и плавающих крыш, катучих лестниц должна изготовлятся в кондукторах.
Методы и объем контроля сварных соединений при изготовление емкостей устанавливают в проектной документации с учетом требований стандартов качества.
Изготовление емкостей методом рулонирования (рулонная стенка, рулонное днище емкостей, днища плавающих крыш, днища понтонов, настилы стационарных крыш) должно осуществляться на специализированных установках для рулонирования (стан рулонирования). Рулонированные (рулонные) элементы конструкции поставляют в виде сваренных из отдельных листов полотнищ, свернутых на специальные каркасы диаметром не менее 2,6 м в габаритные для транспортировки рулоны.
Изготовление емкостей методом рулонирования допускается, если полотнища стенок емкостей толщиной до 18 мм включительно. Толщина полотнищ для изготовление днищ емкостей, днищ понтонов и плавающих крыш, настилов стационарных крыш должна быть не более 7 мм.
При изготовлении емкостей технология рулонирования, включая крепление начальной и конечной кромок полотнищ рулонов, должна обеспечивать безопасность при выполнении транспортных и монтажных операций.
Контроль качества элементов конструкций.
Качество изготавления емкостей из черной и нержавеющей стали контролируют операционным контролем, проводимым в соответствии с требованиями утвержденной конструкторской и технологической документации завода изготовителя емкостного оборудования. Контролю должны подвергаться 100 % элементов и деталей.
Завод изготовитель емкостей и емкостного оборудования должен гарантировать соответствие элементов конструкции емкостей требованиям КМ, КМД и стандартов (ГОСТ и ОСТ) . Условия гарантии указывают в договоре на изготовления.
Изготовление емкостей. Маркировка.
Металлоконструкции емкостей должны иметь монтажную маркировку изготовителя, содержащую номер заводского заказа и условное обозначение монтажного элемента в соответствии с монтажной схемой ППР.
На всех основных элементах емкостей, должна быть нанесена маркировка, включающая в себя марку стали (например ст3сп5, 09Г2С, 12Х18Н10Т, 08Х18Н10Т, AISI 304, AISI 321) и номер плавки. Глубина маркировки, выполняемой клеймением, должна быть не более 0,3 мм; маркировку располагают на расстоянии 50 — 100 мм от кромок, подлежащих сварке.
Транспортную маркировку, содержащую манипуляционные знаки, а также надписи, предусмотренные ТУ на изготовление емкостного оборудования, наносят на каждое грузовое место.
На каждой емкости (на заглушке люка-лаза) должна быть надежно закреплена табличка, на которую должны быть нанесены:
- наименование и объем емкости;
- товарный знак завода изготовителя;
- номер заказа;
- год изготовления емкости;
- товарный знак монтажной организации;
- дата приемки в эксплуатацию;
- плотность продукта;
- проектный уровень залива;
- номер емкости.
Изготовление емкостей. Методы консервации продукции. Устанавливают в конструкторской и технологической документации в соответствии с требованиями заказчика. Завод изготовитель выполняет антикоррозионную защиту соответствующих элементов конструкции емкостей по предусмотренной проектной документацией схеме (если данное требование оговорено условиями договора на поставку).
Консервация крепежных изделий, привалочных поверхностей фланцев и крышек производится в соответствии с требованиями ГОСТ 9.014, вариант консервации — В3 — 4, вариант упаковки — ВУ-0 и категория условий хранения — ОЖЗ по ГОСТ 15150. Расконсервация — по ГОСТ 9.014.
Изготовление емкостей. Упаковка емкостей: — в соответствии с чертежами отгрузки (в рулонах, контейнерах, пакетах). Упаковка конструкций является ответственностью изготовителя и должна обеспечить сохранность геометрической формы конструкций при надлежащем выполнении транспортных операций и обеспечении надлежащих мер по хранению на монтажной площадке.
Пакеты конструкционных элементов и контейнеры должны иметь приспособления для строповки и обозначения мест строповки.
Изготовление емкостей. Транспортирование и хранение емкостей.
При выполнении такелажных и транспортных операций должны быть предусмотрены мероприятия, исключающие возможность деформирования конструкций и повреждения поверхности и кромок элементов, подлежащих сварке.
При хранении на открытых площадках емкостей не должны соприкасаться с грунтом, на них не должна застаиваться вода и их пространственное положение и схема закрепления должны исключать изменение проектной геометрической формы.
Изготовление резервуаров. Сопроводительная документация:
- сборочные чертежи емкости;
- копии сертификатов на материалы;
- результаты входного контроля;
- схемы и заключения радиографического контроля;
- упаковочный лист.