
Изготовление резервуаров металлических на заказ

Завод «ОЗРМ » специализируется на производстве резервуаров и металлоконструкций для промышленности. Мы изготавливаем надежные конструкции для хранения нефти, нефтепродуктов, воды, химических веществ, газового конденсата и сыпучих материалов. Соблюдение ГОСТ и индивидуальный подход к каждому проекту.
Виды резервуаров: изготовление под ваши задачи
Изготовление вертикальных резервуаров (РВС )
-
Объем: от 10 до 50 000 м³
-
Назначение: для нефти, воды, химических продуктов, пожарные системы.
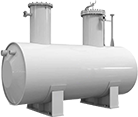
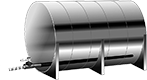
Изготовление горизонтальных резервуаров (РГС )
-
Объем: от 1 до 500 м³
-
Исполнение: наземные, подземные, одностенные, двухстенные, одно- и многосекционные.
Специализированные резервуары
-
Для СУГ: резервуары для сжиженных углеводородных газов объемом до 250 м³.
-
Силосы: для цемента, гипса, мела и других сыпучих материалов (10-1000 тонн).
-
Баки-аккумуляторы: для горячей и холодной воды объемом до 20 000 м³.
-
Водонапорные башни: типа Рожновского (15-160 м³).
-
Для буровых растворов: резервуары циркуляционных систем, приемные и мерные емкости.
Дополнительные услуги
-
Изготовление ремонтных комплектов для резервуаров
-
Производство резервуарного оборудования (подогреватели, патрубки, фланцы)
-
Изготовление металлоконструкций по вашим чертежам
Технологии изготовления резервуаров
Производство методом рулонирования
-
Стенки и днища резервуаров изготавливаются рулонным способом
-
Обеспечивает высокую точность и скорость монтажа
-
Толщина стенок: до 18 мм
Контроль качества на всех этапах
-
Входной контроль металлопроката
-
️ Радиографический контроль сварных швов
-
️ 100% проверка геометрии всех элементов
-
Соответствие ГОСТ 19903 , ГОСТ 31385
Гарантии качества
-
Все конструкции соответствуют проектной документации (КМ, КМД)
-
Использование сертифицированных материалов
-
Маркировка всех элементов стали
Этапы работы
-
Проектирование - разработка КМ/КМД документации
-
Изготовление - производство на современном оборудовании
-
Контроль - многоступенчатая проверка качества
-
Поставка - упаковка и доставка на объект
Наши преимущества
-
✅ Собственное производство полного цикла
-
✅ Любые объемы - от 1 до 50 000 м³
-
✅ Строгое соблюдение ГОСТ и ТУ
-
✅ Срок изготовления от 15 дней
-
✅ Гарантия на все виды продукции
Рассчитаем стоимость изготовления резервуара в течение 1 дня!
Пришлите техническое задание или описание вашего проекта для точного расчета.








_0x0_c8f.jpg "РВС-5000 монтаж")






_0x0_dac.jpeg "РВС-4000 для нефтепродуктов")












")

_0x0_dac.jpeg "РВС-4000 монтаж")











