Изготовление резервуаров из металла

Для нефтепродуктов

Для хранения воды

Для газа

Горизонтальные

Для хранения ЛВЖ И ГЖ

Вертикальные

Подземные

Наземные

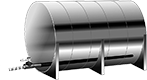
С мешалкой (перемешивателем)

«Производство резервуаров — не легкий.., но благодарный труд!..С каждым годом растут объемы хранения жидкостей в России и странах СНГ. С каждым годом растет пакет заказов нашего завода на производство резервуаров из черной и нержавеющей стали, — и мы на 100% готовы к ним!»
Резервуарный завод «ОЗРМ» специализируется на производстве резервуаров, производстве резервуарных металлоконструкций и производстве оборудования для хранения нефти, нефтепродуктов, воды, жидкостных смесей, газового конденсата, растительного и синтетического масла, холодной и горячей воды, сахарной патоки, мелассы, цемента, песка, мела, гипсового порошка, зерна и других веществ.
Производственными направлениями деятельности резервуарного завода «ОЗРМ» являются:
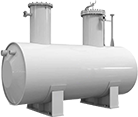
- производство резервуаров горизонтальных стальных наземных и подземных типа РГС объемом от 1 до 500 м3, производство одностенных и двухстенных резервуаров, производство односекционные и многосекционные резервуаров (в т.ч.двухкамерные резервуары и трехкамерные резеруары);
- производство резервуаров подземных дренажных типа ЕП и ЕПП (с подогревателем) объемом от 1 до 500 м3.
- производство металлоконструкций резервуаров вертикальных стальных цилиндрических — производство резервуаров типа РВС объемом от 10 до 30000 м3.
- производство ремонтных комплектов (ремкомплект) для вертикальных, горизонтальных резервуаров объемом хранения от 1 до 30000 м3.
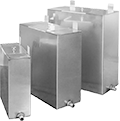
- производство металлоконструкций стальных резервуаров аккумуляторов, производство резервуаров аккумуляторов горячей воды (резервуар ГВС, резервуар горячего водоснабжения), производство горизонтальных и вертикальных резервуаров аккумуляторов объёмом от 1 до 20 000 м3;
- производство подогревателей для стальных вертикальных цилиндрических резервуаров объемом от 100 до 50 000 м3.
- производство металлоконструкций (трубопроводов) систем пожаротушения резервуаров вертикальных стальных объемом от 10 до 50 000 м3.
- производство резервуаров с эллиптическими и коническими днищами, производство резервуаров ВЭЭ, производство резервуаров ГЭЭ, производство резервуаров ГКК, производство резервуаров ВКП, производство резервуаров ВПП, производство резервуаров ВКЭ.
- производство резервуаров горизонтальных для сжиженых углеводородных газов, производство резервуаров СУГ, производство подземных резервуаров СУГ объемом от 1 до 250 м3;
- производство водонапорных резервуаров (башни Рожновского) объемом хранения от 15 до 160 м3;
- производство деталей резервуаров: производство патрубки; производство фланцев плоских и воротниковых по ГОСТ, ANSI;производство заглушек фланцевых по АТК 24.200.02-90; производство резервуарного оборудования;
- производство резервуаров буровых растворов, производство резервуарных блоков приемов бурового раствора,производство блоков хранения бурового раствора, производство резервуара мерного, производство резервуаров блока очистки, производство емкостей с уровнемером;
- производство резервуарных и емкостных блоков и модулей;
- производство резервуаров на санях;
Производство резервуаров. Основные требования:
- При производстве резервуаров должны соблюдаться требования, изложенные в ТУ завода-производителя, утвержденных технологических производственных операционных картах, а также в проектной документации.
- Резервуары должны производиться по рабочим чертежам КМД, разработанным на основании проекта КМ с учетом особенностей технологического производственного процесса на заводе. Заказ на поставку металлопроката для производства резервуаров завод должен готовить в соответствии с требованиями спецификации материалов, представленной в проекте КМ.
- В заказе на поставку металлопроката для производства основных конструкций резервуара должны быть указаны следующие дополнительные требования:
- масса партии — не более 40 тонн;
- должна быть обеспечена гарантия свариваемости;
- точность производства должна соответствовать по толщине, по ширине, по плоскостности, по серповидности ГОСТ 19903;
- Металлопрокат для производства резервуаров должен соответствовать требованиям соответствующих стандартов, ТУ, настоящего стандарта и проекта КМ.
- На заводе-производителе металлопрокат должен подвергаться входному контролю на соответствие требованиям.
- Геометрические параметры должны соответствовать требованиям стандартов на изделия конкретного сортамента, например ГОСТ 19903 — для листового проката, ГОСТ 8509 и ГОСТ 8510 — углового проката, ГОСТ 26020 — двутавровых балок, ГОСТ 8240 — швеллеров, ГОСТ 2590 — круглого проката и т.п.
Механические свойства металлопроката для производства резервуаров определяют испытаниями на растяжение, ударный изгиб и изгиб выборочно: для двух изделий от партии или каждого листа, если это предусмотрено стандартом и (или) ТУ на листовой прокат.
По результатам входного контроля на резервуарном заводе оформляют протокол установленной формы.
Конструкция сварных соединений, форма разделки свариваемых кромок, а также геометрические параметры и форма сварных швов различных элементов при производстве резервуаров должны соответствовать требованиям проектной документации (проект КМ, КМД) и государственных стандартов (ГОСТ).
Обработка металлопроката для резервуаров должна выполняться на оборудовании, обеспечивающем получение деталей с размерами, формой, чистотой поверхности и предельными отклонениями и проекте КМ, КМД.
Производство каркасов стационарных крыш резервуара, секций ветровых и опорных колец жесткости, коробов понтонов и плавающих крыш, катучих лестниц должна производиться в кондукторах.
Методы и объем контроля сварных соединений при производстве резервуаров устанавливают в проекте КМ.
Производство резервуаров методом рулонирования (стенки, днища резервуаров, днища плавающих крыш, днища понтонов, настилы стационарных крыш) должно осуществляться на специализированных установках для рулонирования. Рулонированные элементы резервуаров поставляют в виде сваренных из отдельных листов полотнищ, свернутых на специальные каркасы диаметром не менее 2,6 м в габаритные для транспортировки рулоны.
Производство резервуаров методом рулонирования допускается при толщине стенок резервуаров до 18 мм включительно. Толщина полотнищ при производстве днищ резервуаров, днищ понтонов и плавающих крыш, настилов стационарных крыш должна быть не более 7 мм.
Технология рулонирования, включая крепление начальной и конечной кромок полотнищ рулонов, должна обеспечивать безопасность при выполнении транспортных и монтажных операций.
Производство резервуаров. Контроль качества.
Качество производимых резервуарных конструкций контролируют операционным контролем, проводимым в соответствии с требованиями утвержденной конструкторской и технологической документации предприятия-производителя. Контролю должны подвергаться 100 % элементов и деталей резервуаров.
Производитель должен гарантировать соответствие резервуара требованиям КМ, КМД и стандартам ГОСТ и ОСТ. Условия гарантии указывают в договоре на производство резервуара.
Производство резервуаров. Маркировка.
Металлические конструкции резервуаров должны иметь монтажную маркировку производителя, содержащую номер заводского заказа и условное обозначение монтажного элемента в соответствии с монтажной схемой ППР.
При производстве резервуаров на заглушке люка-лаза должна быть надежно закреплена табличка, на которую должны быть нанесены:
- наименование и геометрический (номинальный) объем резервуара;
- товарный знак резервуарного завода-производителя;
- номер заказа;
- год производства резервуара;
- товарный знак монтажной организации;
- дата приемки в эксплуатацию;
- плотность продукта;
- проектный уровень залива;
- номер резервуара.
Производство резервуара. Консервация.
Методы консервации вертикальных и горизонтальных резервуаров устанавливают в конструкторской (проект КМ, КМД) и технологической документации в соответствии с требованиями заказчика. Резервуарный завод-производитель выполняет антикоррозионную защиту резервуаров по предусмотренной проектной документацией схеме (если данное требование оговорено условиями договора на поставку).
Консервация крепежных изделий, привалочных поверхностей фланцев и крышек производится в соответствии с требованиями ГОСТ 9.014. Расконсервация — по ГОСТ 9.014.
Производство резервуаров. Упаковка металлоконструкций резервуаров: — в соответствии с чертежами отгрузки (в рулонах, контейнерах, пакетах). Упаковка конструкций является ответственностью завода производителя и должна обеспечить сохранность геометрической формы конструкций при надлежащем выполнении транспортных операций и обеспечении надлежащих мер по хранению на монтажной площадке.
Пакеты конструкционных элементов и контейнеры должны иметь приспособления для строповки и обозначения мест строповки.
Производство резервуаров. Транспортирование и хранение металлоконструкций.
При выполнении такелажных и транспортных операций должны быть предусмотрены мероприятия, исключающие возможность деформирования конструкций резервуара и повреждения поверхности и кромок элементов, подлежащих сварке.
При хранении на открытых площадках вертикальные и горизонтальные резервуары не должны соприкасаться с грунтом, на них не должна застаиваться вода и их пространственное положение и схема закрепления должны исключать изменение проектной геометрической формы.
Производство резервуаров. Сопроводительная документация:
- сборочные чертежи, проект КМД;
- копии сертификатов на материалы;
- результаты входного контроля;
- схемы и заключения радиографического контроля;
- упаковочный лист.