
Основные этапы производства ёмкостей
Когда требуемая ёмкость спроектирована
Контроль качества ёмкостей РВС
Производство вертикальных ёмкостей — это процесс создания различных видов резервуаров для хранения и различных технологических жидкостей.
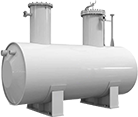
ООО «ОЗРМ » (Опытный завод резервуаров и металлоконструкций) вот уже 25 лет производит качественные емкости и емкостное оборудование, предназначенное для хранения нефти, нефтепродуктов (бензин, дизель, мазут, битум), для воды, водных растворов, жидкостных смесей, для газового конденсата, растительного и синтетического масла, холодной и горячей воды, сахарной патоки, мелассы, цемента, песка, мела, гипсового порошка, зерна и других веществ.
Существуют различные виды ёмкостей:
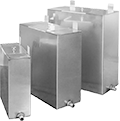
- Пластиковые ёмкости: изготавливаются из полиэтилена, полипропилена, поливинилхлорида и других материалов. Они могут быть различной формы и объёма, использоваться для хранения жидкостей, газов и сыпучих материалов.
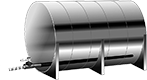
- Металлические ёмкости: изготавливаются из стали, алюминия, меди и других металлов. Они могут быть сварными, клёпаными или изготовленными методом литья. Используются для хранения жидкостей, газов и сыпучих материалов, а также для транспортировки.
- Стеклянные ёмкости: изготавливаются из термостойкого стекла. Они используются для хранения жидкостей и газов, которые не вступают в реакцию со стеклом.
- Деревянные ёмкости (бочки): изготавливаются из древесины различных пород. Они используются для хранения сыпучих материалов, а также для транспортировки и хранения жидкостей.
Применение ёмкостей:
Ёмкости в вертикальном исполнении используются в различных отраслях промышленности, в сельском хозяйстве, строительстве, медицине и других сферах. Они могут применяться для производства и хранения различных жидкостей, газов и сыпучих материалов, а также для других целей.
У нас вы можете купить:
- нержавеющие вертикальные емкости объемом от 1 до 50 000 м3;
- стальные металлические вертикальные емкости (РВС ) объемом от 10 до 50 000 м3;
- силосные емкости для цемента, силоса, гипса, мела и других порошкообразных веществ объемом от 10 до 500 (1000) тонн и более;
- емкостные блоки хранения химических реагентов;
- вертикальные емкости для битума и битумных материалов (ПБВ, PG, эмульсия, мастика, праймер) с мешалкой объемом от 10 до 100 м3 и более;
- РВС емкости для масла (растительное, синтетическое, индустриальное, моторное и т.д.);
Познакомимся с основными этапами производства ёмкостей:
Первым делом ёмкость проектируют. Проектирование ёмкостей — это важный этап, который определяет их функциональность, безопасность и эффективность использования. На этом этапе разрабатывается концепция будущей ёмкости, определяются её размеры, форма, материал и технология изготовления. Наши опытные и ответственные проектировщики учитывают все пожелания заказчика, тщательно учитывая все требования к высоким стандартам качества и производства. Проектируя ёмкостное оборудование необходимо:
Определить требования к ёмкости – ориентируясь на пожелания заказчика, проектировщики определяют для каких целей будет использоваться ёмкость, какие материалы будут в ней храниться или транспортироваться, какие условия эксплуатации будут предъявляться к ёмкости.
Выбрать материал для изготовления ёмкости – этот выбор напрямую зависит от требований к ёмкости и определяется свойствами и объёмами хранимого вещества, условиями эксплуатации ёмкости и стоимостью материалов для её изготовления. Это может быть черный или нержавеющий металл. Каждый материал имеет свои преимущества и недостатки (прочность, устойчивость к коррозии, химическим веществам, температурным колебаниям и т. д.), которые необходимо учитывать при выборе.
При проектировании вертикальной ёмкости необходимо учитывать требования к её прочности и герметичности. Толщина стенок: зависит от давления, которое будет оказывать содержимое ёмкости. Это важно для обеспечения безопасности и предотвращения утечек материалов.
Разработать конструкцию – она зависит от выбранных материалов, размеров и формы ёмкости и включает в себя выбор типа соединения элементов, наличие дополнительных элементов (дыхательных клапанов, кранов и т. д.) и других деталей конструкции.
Определить себестоимость. При проектировании необходимо учитывать стоимость материалов, оборудования и трудозатрат на производство ёмкости. Это позволяет определить оптимальную стоимость готовой продукции.
После разработки конструкции проводится тестирование ёмкости на соответствие требованиям. При необходимости вносятся изменения для оптимизации конструкции и улучшения характеристик.
По результатам проектирования составляется документация, включающая в себя чертежи, спецификации и другую информацию, необходимую для производства ёмкости. Чертежи: содержат информацию о размерах, форме, толщине стенок, типах соединений и других элементах конструкции. Спецификации: включают данные о материалах, их свойствах, размерах и количестве.
После того как все предварительные шаги сделаны - всё определено и согласовано - следует ещё один не менее важный и ответственный шаг, к которому тоже стоит подойти со всей серьёзностью и знанием дела - предстоит выбор надёжных поставщиков материалов. Отдел снабжения завода ОЗРМ весьма скрупулёзно и дотошно подходят к изучению отзывов, сертификатов качества, условий доставки и цен. После этого заключается договор на поставку - согласовываются условия, цены, сроки и другие параметры.
Когда поставщики найдены, а документы на поставку подписаны следует очередной этап – приёмка требуемых материалов. На этом этапе производится их визуальный осмотр, измерение габаритов и проверяются свойства. Металлопрокат для производства емкостей должен соответствовать требованиям соответствующих стандартов, ТУ, настоящего стандарта и проектной документации.
Наш завод - изготовитель каждую поставку металлопроката подвергает тщательному входному контролю на соответствие требованиям.
Входной контроль должен включать в себя проверку качества поверхности изделий, их геометрических параметров, химического состава и механических свойств.
Качество поверхности листового проката оценивают визуально. Проверку геометрических параметров (формы, размеров и предельных отклонений), а также химического состава проводят выборочно: для двух штук изделий из партии (листов, профилей, прутков и т.п.). Механические свойства определяют испытаниями на растяжение, ударный изгиб и изгиб выборочно: для двух изделий от партии или каждого листа, если это предусмотрено стандартом и (или) ТУ на листовой прокат. С целью отбора проб для полистных испытаний в заказе на поставку листового проката предусматривают припуск на длину листов, необходимый для отбора проб из торцевой кромочной зоны листа.
Наш резервуарный завод стремится к ещё большему совершенству - мы никогда не останавливаемся на достигнутом, всегда стремимся к лучшему - поэтому стараемся ещё больше оптимизировать процесс, для чего всегда критически подходим к производству, выявляя слабые места, проблемы и ища возможности для улучшения. Такой критический подход ко всему, что мы делаем позволяет нам быстро и своевременно вносить необходимые изменения - скорректировать параметры, оптимизировать процессы и улучшать качество материалов и нашу продукцию.
Когда требуемая ёмкость спроектирована, подготавливается листовой материал, который затем раскраивают на специальных станках. Как же производится раскрой металлических листов?
- Перед тем как приступить непосредственно к раскрою, производится выбор наиболее эффективного метода раскроя, минимизирующего отходы и затраты на материалы. При этом нужно подтвердить, а если нужно, и ещё раз перепроверить точность раскроя для соответствия размерам и форме элементов конструкции.
- После этого с помощью точных инструментов и методов создают шаблон раскроя, строго соответствующего размерам и форме элементов ёмкости.
- Далее следует самый ответственный момент - непосредственно сам раскрой материалов. Так как существует огромное множество инструментов для раскроя (лазерные резаки, плазменные резаки или ручные инструменты), необходимо выбрать наиболее подходящий. Такой инструмент подбирается для точности раскроя, минимизации отходов и соответствия требованиям конструкции.
- Раскроенная деталь обрабатывается - производится удаление заусенцев на кромках, обеспечение гладкости поверхности материала и, при необходимости, скругление углов для улучшения эстетики и безопасности.
- Контроль качества необходим на каждом этапе и включает в себя проверку качества раскроя на наличие дефектов, несоответствий и отклонений от требований и использование измерительных инструментов для проверки размеров и формы элементов.
Вслед за раскроем материала следует ещё один ответственный этап - сборка, на котором отдельные элементы ёмкости собираются в единое целое.
Для этого могут использоваться ручной, полуавтоматический или автоматический виды сварки.
Отдельно стоит остановиться на методе рулонирования - этот метод много где используется и требует больше внимания.
Производство элементов емкостей методом рулонирования (стенки, днища емкостей, днища плавающих крыш, днища понтонов, настилы стационарных крыш) должно осуществляться на специализированных установках для рулонирования. Рулонированные элементы конструкции поставляют в виде сваренных из отдельных листов полотнищ, свернутых на специальные каркасы диаметром не менее 2,6 м в габаритные для транспортировки рулоны. Методом рулонирования допускается изготавливать полотнища стенок емкостей толщиной до 18 мм включительно. Толщина полотнищ для производства днищ емкостей, настилов стационарных крыш должна быть не более 7 мм. Технология рулонирования, включая крепление начальной и конечной кромок полотнищ рулонов, должна обеспечивать безопасность при выполнении транспортных и монтажных операций.
По окончанию сборки нами снова производится контроль качества - на этом этапе проверяется соответствие готовой ёмкости требованиям технических условий и стандартов. Качество изготавливаемых конструкций контролируют операционным контролем, проводимым в соответствии с требованиями утвержденной конструкторской и технологической документации предприятия- производителя. Контролю должны подвергаться 100 % элементов и деталей.
Контроль качества ёмкостей РВС — важный этап в процессе их изготовления. Вот несколько шагов, которые предпринимаются заводом ОЗРМ для обеспечения высокого качества нашей продукции:
-
Визуальный осмотр: наши контролёры тщательно проверяют каждую вертикальную ёмкость на наличие трещин, сколов, деформаций и других дефектов, используя для этого специальное оборудование.
-
Испытаниями на герметичность можно проверить, что ёмкости не пропускают жидкость, следовательно, такими испытаниями завод гарантирует, что рабочая среда не выльется и не испарится. Для этого можно использовать различные методы, такие как гидростатическое испытание, пневматическое испытание, «мел керосин», .
- Контроль размеров и формы: необходимо сверять соответствие размеров и формы ёмкостей с требованиями стандартов и технической документации. Для этого используются различные измерительные инструменты и шаблоны.
- Испытания на прочность: проведение таких испытаний помогают убедиться, что ёмкости способны выдерживать нагрузки, которые могут возникнуть в процессе эксплуатации. Для этого можно использовать статические или динамические нагрузки.
Таким образом, на каждой емкости (на заглушке люка-лаза) должна быть надежно закреплена табличка, на которую должны быть нанесены:
- наименование и заводской номер емкости;
- товарный знак резервуарного завода;
- номер заказа;
- год производства;
- товарный знак монтажной организации;
- дата приемки в эксплуатацию;
- плотность продукта;
- проектный уровень залива;
- номер емкости.
Как и в подавляющем большинстве процессов на производстве тоже есть дополнительный этапы, помогающие в производстве, контроле качества и улучшения связей на всех уровнях. Пренебрегать этими этапами нельзя, так как это повлечёт за собой различные проблемы. Вот они:
1. Анализ и оптимизация:
- Анализ данных о качестве сборки для выявления проблемных зон и возможностей для улучшения.
- Оптимизация процессов сборки на основе полученных данных.
2. Техническое обслуживание оборудования:
- Регулярное техническое обслуживание и калибровка оборудования для обеспечения точности и надежности сборки.
3. Экологические аспекты:
- Соблюдение экологических норм и правил при утилизации отходов производства и использованных материалов.
4. Управление качеством:
- Внедрение системы управления качеством для постоянного контроля и улучшения процессов сборки.
5. Инновации и новые технологии:
- Внедрение новых технологий и материалов для повышения эффективности и качества сборки.
6. Документирование процессов:
- Ведение документации всех этапов сборки для обеспечения прозрачности и контроля качества.
7. Взаимодействие с клиентами:
- Обратная связь от клиентов для улучшения качества и соответствия продукции их требованиям.
8. Обработка: после сборки ёмкость может подвергаться дополнительной обработке, такой как окраска, нанесение защитных покрытий и т. д.
Производство вертикальных стальных ёмкостей — это сложный и ответственный процесс, который требует наличия специального оборудования, материалов и квалифицированных специалистов. При правильном подходе можно получить качественную продукцию, которая будет соответствовать требованиям заказчиков. И нам это удается уже 25 лет!








_0x0_c8f.jpg "РВС-5000 монтаж")






_0x0_dac.jpeg "РВС-4000 для нефтепродуктов")












")

_0x0_dac.jpeg "РВС-4000 монтаж")











